

Mechanical seals play a critical role in slurry pump systems by preventing fluid leakage between the rotating shaft and the stationary pump housing. In industrial slurry applications, seals operate under far more demanding conditions than standard water pumps because they are exposed to abrasive solids, fluctuating pressures, vibration, and high mechanical loads. These operating conditions place continuous stress on seal faces, elastomers, and support systems throughout the pumping process.
One of the most common questions from operators and maintenance teams is: Why do mechanical seals fail? In many cases, failure is not caused by a defective seal alone. Slurry pump seal failure is often the result of broader operating or system-related problems such as dry running, abrasive wear, poor flush systems, cavitation, shaft movement, overheating, or incorrect material selection.
When mechanical seal failure occurs, the consequences can extend beyond leakage alone. Seal problems can lead to unplanned downtime, contamination of bearings and equipment, increased maintenance costs, reduced pump reliability, and interruptions to overall plant operations. Understanding the root causes of seal failure is essential for improving equipment life, reducing maintenance frequency, and maintaining stable slurry pumping performance.
Why Slurry Pumps Create Difficult Conditions for Mechanical Seals
Mechanical seals in slurry pumps operate under conditions that are significantly more aggressive than those found in standard water pumping systems. Slurries contain suspended solids that continuously interact with internal pump components during operation. Depending on the application, these solids may be abrasive, sharp, dense, or highly concentrated, creating constant wear on seal faces and surrounding hardware. In addition to abrasion, slurry systems often experience fluctuating pressures, unstable flow conditions, vibration, and increased heat generation, all of which can reduce seal reliability over time.
What Makes Slurry Applications More Demanding
Unlike clean water systems, slurry pumps must handle mixtures that can vary in solids content, particle size, density, and flow behavior throughout operation. These changing conditions make it more difficult for mechanical seals to maintain stable lubrication and consistent sealing performance.
Several factors make slurry applications especially challenging for seals:
- Abrasive solids continuously erode seal faces and sealing surfaces
- High solids concentration increases friction and accelerates component wear
- Variable flow conditions can interrupt lubrication between seal faces
- Heat generation increases due to friction and unstable operating conditions
- Vibration and shaft movement create instability at the sealing interface
- Pressure fluctuations and cavitation can damage seal components over time
Clean Water vs Slurry Pump Sealing Conditions
| Clean Water Pumps | Slurry Pumps |
| Minimal solids | Abrasive solids |
| Stable lubrication film | Interrupted lubrication |
| Lower wear | Accelerated wear |
| Lower vibration | Higher mechanical stress |
| Less heat generation | Higher friction and temperature |
Even when a mechanical seal is properly installed and correctly selected, severe slurry conditions can still shorten seal life. In many slurry applications, the seal is exposed to continuous mechanical and hydraulic stress that gradually degrades sealing surfaces and support components. This is why seal reliability often depends not only on the seal itself, but also on overall pump stability, slurry characteristics, and operating conditions throughout the system.
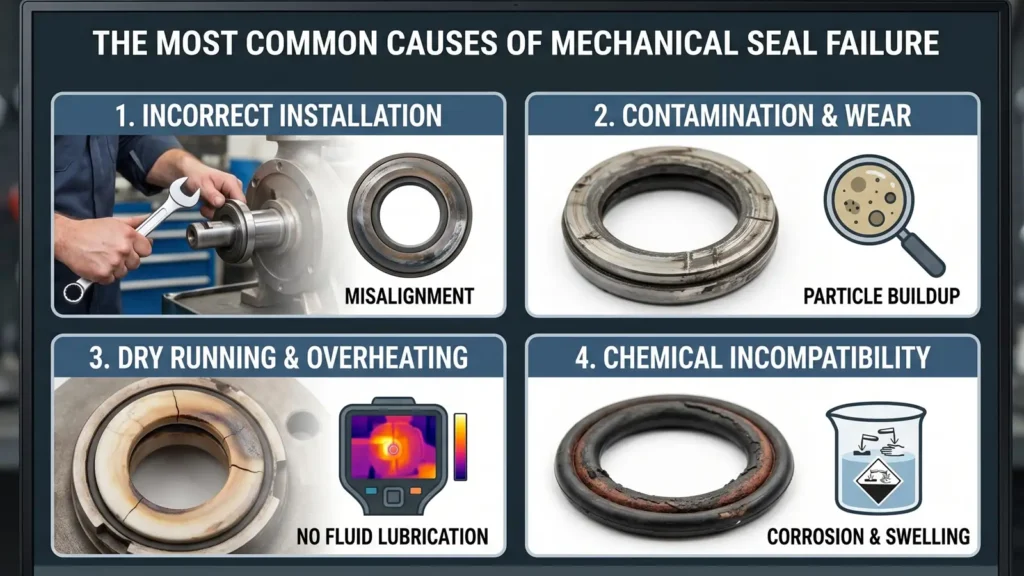
The Most Common Causes of Mechanical Seal Failure
Dry Running and Loss of Lubrication
Mechanical seals rely on a thin fluid film between the rotating and stationary seal faces to provide lubrication and cooling during operation. When this fluid film disappears, the seal faces begin to contact each other directly, creating rapid friction and heat buildup. In slurry pumps, dry running can damage seal faces within a very short period of time, leading to cracking, warping, or complete seal failure.
Loss of lubrication is one of the most destructive causes of mechanical seal failure because the generated heat can quickly damage seal materials, elastomers, springs, and surrounding components. Once seal faces become damaged, leakage usually increases rapidly.
Common causes of dry running include:
- Empty suction conditions
- Poor pump priming
- Air entrainment within the slurry
- Cavitation near the seal chamber
- Interrupted slurry flow
- Blocked suction lines
Common warning signs include:
- Burn marks on seal faces
- Sudden leakage around the seal area
- Excessive seal temperature
- Smoke or burnt odor near the pump
- Cracked or damaged sealing surfaces
In many slurry systems, intermittent dry running may occur without operators immediately noticing it, especially during startup, shutdown, or unstable suction conditions.
Abrasive Solids and Seal Face Wear
Abrasive wear is one of the most common forms of slurry pump seal failure. Unlike clean water applications, slurry pumps continuously move solid particles through the system, and these particles can enter the sealing area during operation. Once solids become trapped between seal faces, they begin eroding sealing surfaces through continuous friction and mechanical contact.
The severity of wear depends heavily on the characteristics of the slurry itself. Sharp, angular particles typically create faster seal wear than rounded particles, while dense slurries generate higher loading forces on seal components. Over time, abrasive wear increases seal face clearances, reduces sealing effectiveness, and eventually causes leakage.
High-solids applications are particularly difficult because abrasive particles can continuously circulate through the seal chamber under high pressure and velocity. In mining, dredging, tailings transport, and industrial sludge applications, seals are often exposed to continuous abrasive loading throughout operation.
Factors that commonly accelerate abrasive seal wear include:
- High pump operating speeds
- Dense slurry concentrations
- Large or sharp particles
- Inadequate flush systems
- Poor seal chamber circulation
- Extended operation under unstable flow conditions
Even highly wear-resistant seal materials eventually degrade when exposed to severe abrasive conditions for extended periods.
Improper Seal Flush Systems
Seal flush systems are designed to protect mechanical seals by supplying clean fluid to the seal chamber for cooling, lubrication, and solids exclusion. In slurry pumps, flush systems are especially important because they help prevent abrasive particles from entering the sealing interface. When flush systems are improperly designed or poorly maintained, seal reliability decreases significantly.
An effective flush system maintains stable temperature conditions while creating a cleaner operating environment around the seal faces. If flush pressure or flow becomes unstable, solids can enter the seal chamber and rapidly damage sealing surfaces.
| Flush Problem | Result |
| Low flush pressure | Solids intrusion |
| Insufficient flow | Overheating |
| Dirty flush water | Face contamination |
| Incorrect piping | Uneven cooling |
| Blocked flush lines | Reduced lubrication |
| Inconsistent pressure | Seal instability |
Flush system problems are frequently mistaken for defective seals because the visible failure often occurs at the seal faces themselves. In reality, the underlying issue may be poor flush pressure control, contaminated flush water, incorrect piping layout, or inadequate system maintenance.
Misalignment, Shaft Movement, and Vibration
Mechanical seals require stable operating conditions to maintain consistent contact between sealing surfaces. When excessive movement develops within the pump assembly, seal faces can lose alignment and experience uneven loading. Over time, this instability accelerates wear and reduces seal life.
Shaft deflection is a common problem in slurry pumps operating under heavy hydraulic loads or unstable suction conditions. Excessive shaft movement changes the position of the rotating seal face, creating uneven contact patterns and localized heat generation. Even small amounts of movement can reduce sealing efficiency over time.
Pipe strain is another major contributor to seal problems. Improperly supported piping can transfer external loads directly into the pump casing and shaft assembly, increasing internal stress and alignment problems.
Bearing wear also plays a major role in seal reliability. As bearings degrade, shaft stability decreases, allowing additional vibration and radial movement to develop near the seal chamber.
Common mechanical causes of seal instability include:
- Shaft deflection
- Improper coupling alignment
- Pipe strain from unsupported piping
- Worn bearings
- Excessive pump vibration
- Unbalanced rotating components
Mechanical instability can shorten seal life even when the seal design and material selection are technically correct. In many cases, repeated seal failure is actually caused by broader pump system instability rather than the seal itself.
Heat, Pressure Spikes, and Thermal Damage
Mechanical seals are highly sensitive to temperature changes and pressure fluctuations. Excessive heat generation can distort seal faces, damage elastomers, and alter sealing tolerances within the seal assembly. In slurry systems, heat buildup often develops from friction, unstable lubrication, or difficult operating conditions.
Dead-headed pump operation is a common source of thermal damage. When the flow stops while the pump continues operating, fluid circulation near the seal decreases rapidly, causing temperatures to rise inside the seal chamber. Friction between seal faces then increases dramatically.
Rapid pressure fluctuations can also create seal damage. Water hammer events, sudden valve closures, and unstable discharge conditions place shock loads on seal components that may crack seal faces or damage springs and hardware.
Common causes of thermal and pressure-related seal damage include:
- Friction-related heat buildup
- Dead-headed operation
- Restricted flow conditions
- Rapid pressure spikes
- Water hammer
- Unstable discharge systems
- Inadequate cooling
Common symptoms of thermal damage include:
- Cracked elastomers
- Carbon face damage
- Surface discoloration
- Distorted seal components
- Increased leakage
- Hardened secondary seals
Once thermal distortion occurs, seal faces may no longer maintain proper contact, allowing leakage and accelerated wear to develop rapidly.
Incorrect Seal Material Selection
Mechanical seal materials must be selected according to the operating conditions of the slurry system. Abrasiveness, chemical compatibility, operating temperature, pressure, and slurry composition all influence how long a seal will survive in service. Using incorrect materials can lead to rapid wear, chemical attack, thermal degradation, or structural failure.
In slurry applications, material selection becomes especially important because seals are exposed to both mechanical abrasion and chemical stress simultaneously. Materials that perform well in clean water systems may fail quickly when exposed to abrasive slurries or unstable operating temperatures.
| Material | Best Known For | Limitation |
| Carbon | Lubricity | Lower abrasion resistance |
| Silicon Carbide | High wear resistance | Brittle under shock |
| Tungsten Carbide | Abrasion resistance | Higher cost |
| Viton Elastomers | Chemical resistance | Temperature limitations |
Seal selection must account for the specific operating environment rather than relying on general-purpose seal configurations. Abrasive mining slurry, wastewater sludge, chemical slurry, and dredging material can each require different seal faces and elastomer combinations.
One of the most common causes of slurry pump seal failure is the use of seals originally designed for clean water service. These seals may lack the abrasion resistance, temperature stability, or mechanical durability required for high-solids pumping conditions.
Warning Signs of Mechanical Seal Failure
Mechanical seal failure rarely occurs without warning. In many slurry pump systems, early signs of seal problems appear gradually as operating conditions begin affecting seal performance. Identifying these warning indicators early can help reduce unplanned downtime, prevent secondary equipment damage, and avoid complete seal failure. Because slurry pumps operate under abrasive and mechanically demanding conditions, even minor changes in temperature, leakage, or vibration can indicate developing problems within the seal system.
| Warning Sign | Possible Cause |
| Visible leakage | Worn seal faces |
| Increased vibration | Shaft instability |
| Elevated temperature | Dry running |
| Noise near the seal chamber | Cavitation |
| Reduced seal life | System instability |
| Frequent flush issues | Flush line blockage |
| Burn marks or discoloration | Excessive heat buildup |
| Intermittent leakage | Pressure fluctuations |
| Premature elastomer wear | Chemical or thermal damage |
| Sudden seal failure after startup | Improper priming or dry running |
In many operations, seals are repeatedly replaced without addressing the underlying system conditions causing the damage. While installing a new seal may temporarily stop leakage, recurring failures often continue if issues such as cavitation, vibration, poor flush systems, shaft movement, or unstable operating conditions remain unresolved. Effective troubleshooting requires evaluating the entire pump system rather than treating the seal as an isolated component failure.
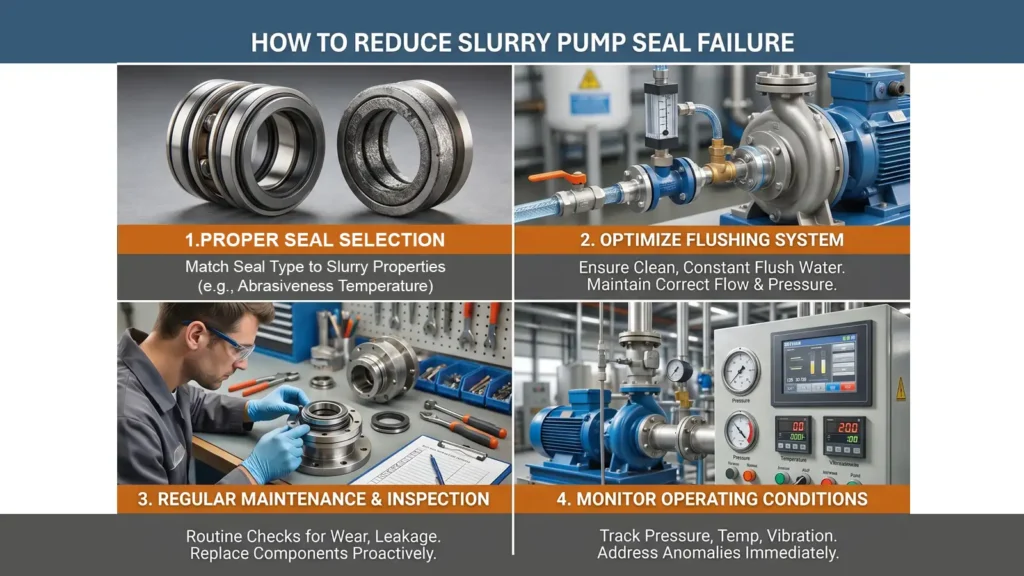
How to Reduce Slurry Pump Seal Failure
Improve Seal Support Systems
Mechanical seals in slurry pumps require stable operating support systems to maintain reliable performance over time. Even high-quality seals can fail prematurely if cooling, lubrication, or solids exclusion systems are inadequate. Proper seal support reduces heat buildup, minimizes abrasive intrusion, and helps maintain stable sealing conditions during operation.
Important seal support practices include:
- Using properly designed seal flush systems
- Maintaining clean, flush water free of abrasive contamination
- Setting correct flush pressure and flow rates
- Monitoring seal chamber temperature and pressure
- Inspecting flush lines for blockage or restriction
- Verifying consistent lubrication during startup and shutdown
- Maintaining stable seal water supply conditions
Flush system performance should be inspected regularly because unstable cooling or lubrication conditions can quickly damage seal faces in high-solids applications.
Match the Seal to the Application
Seal selection should always be based on the actual operating conditions of the slurry system rather than using a general-purpose seal design. Slurry characteristics such as particle size, solids concentration, abrasiveness, temperature, and chemical composition all influence seal performance and material requirements.
Highly abrasive applications often require harder seal face materials with improved wear resistance, while chemically aggressive slurries may require specialized elastomers and corrosion-resistant hardware. In severe slurry conditions, double mechanical seals are commonly used to provide additional protection and isolate abrasive material from the sealing interface. Cartridge seal configurations are also widely used because they simplify installation and help maintain proper alignment within the seal assembly.
Selecting a seal that matches the operating environment is one of the most important factors in reducing slurry pump seal failure.
Improve Pump and System Stability
Mechanical stability throughout the pump system plays a major role in seal reliability. Excessive vibration, shaft movement, unstable suction conditions, and poor piping support all increase stress on seal components and accelerate wear. In many cases, recurring seal failures are linked to broader system instability rather than the seal itself.
System maintenance practices should include:
- Maintaining bearings in proper operating condition
- Reducing shaft deflection
- Supporting piping correctly to minimize pipe strain
- Monitoring vibration levels regularly
- Maintaining stable flow conditions
- Preventing cavitation and suction instability
- Verifying proper pump alignment
- Avoiding operation outside the recommended performance ranges
Improving seal life often requires correcting overall system conditions rather than repeatedly replacing damaged seal components. When issues such as cavitation, vibration, poor flushing, or shaft instability remain unresolved, even properly selected seals may continue to fail prematurely under slurry operating conditions.
Mechanical Seals vs Packing in Slurry Applications
In slurry pumping systems, operators often compare mechanical seals and traditional packing systems when evaluating reliability, maintenance requirements, water usage, and operating cost. Both sealing methods are used across mining, dredging, wastewater, and industrial slurry applications, but each performs differently depending on the operating environment and maintenance conditions. Selecting the right sealing method usually depends on how abrasive the slurry is, how stable the operating conditions are, and how much maintenance oversight is available at the site.
| Mechanical Seals | Packing |
| Lower leakage | Controlled leakage required |
| Lower water consumption | Higher flush water use |
| Higher efficiency | More friction losses |
| Higher upfront cost | Lower initial cost |
| More sensitive to operating conditions | More tolerant of abuse |
| Reduced shaft sleeve wear | Increased sleeve wear over time |
| Cleaner operating environment | More product leakage during operation |
Mechanical seals are commonly preferred in applications where leakage control, water conservation, and efficiency are important. However, they are generally more sensitive to vibration, dry running, poor flushing, and unstable operating conditions. Packing systems are often more forgiving in difficult environments, but they typically require more maintenance, adjustment, and higher flush water consumption.
The best sealing method depends on the severity of the slurry application, maintenance practices, operating stability, and overall system priorities. In many high-solids operations, the decision is based on balancing reliability, maintenance frequency, water availability, and total operating cost.
Improving Seal Reliability in High-Solids Pumping Systems
Mechanical seal failure in slurry pumps is commonly caused by a combination of abrasive wear, dry running, improper flushing, vibration, thermal damage, unstable operating conditions, and incorrect material selection. Slurry systems create far more aggressive sealing conditions than clean water applications because seals are continuously exposed to solids, pressure fluctuations, friction, and mechanical stress. As a result, even high-quality seals can fail prematurely if the overall pumping system is unstable or poorly maintained.
Improving seal reliability requires a system-level approach rather than repeatedly replacing damaged seal components. Proper seal selection, stable operating conditions, effective flush systems, preventive maintenance, and accurate troubleshooting all play a major role in reducing recurring seal failures. Monitoring factors such as vibration, temperature, cavitation, shaft movement, and flush performance can help identify problems early and improve long-term slurry pump reliability while reducing downtime and maintenance costs.
FAQs
Why do mechanical seals fail so often in slurry pumps?
Mechanical seals fail more frequently in slurry pumps because slurry systems expose seals to abrasive solids, vibration, pressure fluctuations, heat, and unstable flow conditions. Unlike clean water pumps, slurry pumps continuously handle materials that can erode seal faces and interrupt lubrication between sealing surfaces. Failures are often linked to operating conditions or system instability rather than the seal itself.
What is the most common cause of slurry pump seal failure?
Dry running and abrasive wear are among the most common causes of slurry pump seal failure. When lubrication between seal faces is lost, friction and heat increase rapidly, damaging the sealing surfaces. Abrasive solids can also enter the seal chamber and gradually wear down seal components over time, especially in high-solids applications.
Can cavitation damage a mechanical seal?
Yes. Cavitation creates pressure fluctuations, vibration, and unstable flow conditions inside the pump. These forces can damage seal faces, increase shaft movement, and reduce lubrication stability around the seal chamber. Over time, cavitation can significantly shorten mechanical seal life and contribute to repeated leakage problems.
How does a seal flush system help protect mechanical seals?
A seal flush system supplies clean fluid to the seal chamber to provide cooling, lubrication, and solids exclusion. Proper flushing helps prevent abrasive particles from entering between seal faces while also controlling heat buildup during operation. Poor flush pressure, contaminated flush water, or blocked flush lines can quickly lead to seal damage.
Are mechanical seals better than packing for slurry applications?
Mechanical seals generally provide lower leakage, lower water consumption, and higher efficiency than packing systems. However, they are also more sensitive to vibration, dry running, and unstable operating conditions. Packing systems can tolerate harsher abuse in some application,s but usually require more maintenance and higher flush water usage.
How can operators extend mechanical seal life in slurry pumps?
Seal life can often be improved by maintaining stable operating conditions, preventing cavitation, monitoring vibration, maintaining proper flush systems, and selecting seal materials suited for the slurry being pumped. Regular inspection of bearings, alignment, suction conditions, and flush performance also helps reduce recurring seal failures and unplanned downtime.
